
Здравствуйте, гость ( Вход | Регистрация )
  |
 18.10.2012, 22:20 18.10.2012, 22:20
Сообщение
#1
|
|
|
Группа: Пользователи Сообщений: 23 Регистрация: 16.10.2012 Из: Оренбург Пользователь №: 7 667 Машина:21051 |
Внимание!
Эта тема для доступного незарегистрированными пользователями обсуждения основной темы по сферическим фрезам для ГБЦ которая находится здесь http://www.lada-vfts.ru/forum/index.php?showtopic=7856 LADA VFTS > Технический раздел > Двигатель > ГБЦ |
 |
 
|
| ussrtank |
19.10.2012, 18:06
Сообщение
#2
|
|
Гости |
В свое время хотел сделать фрезы, на заводе, где трудился, но не случилось... Поделюсь наработками:)
Материал. Быстрорежущие стали не советую, т.к. сейчас проблема качественный прокат. Очень много китайского и украинского фуфла с мизерным содержанием вольфрама(( Также эти стали требуют правильной ТО, иначе образуются закалочные трещины со всеми вытекающими... Идеальный вариант-инструментальные углеродистые стали 9ХС, У12, У11, У10. Если стали У-марки будут с литерой "А", то еще лучше-это значит высококачественная, с пониженным содержанием вредных примесей. На маленьких режимах обработки ШФ из сталей У-марок не уступят инструментам из быстрореза. Упрочнение. Стали У-марок кроме классической объемной ТО можно закалить ТВЧ или плазменной закалкой до 40-42 HRC(без оплавления), эти вещи проще найти. Например, моем городе классическую ТО могут сделать только в одном месте, а плазмой калят в 4-5-ти конторах... Быстрорез не калится ни ТВЧ, ни плазмой. Также можно сделать покрытие из нитрида титана ("золотое"))). Установки типа "Булат" времен СССР еще работают... Еще можно закаленную и уже заточенную фрезу обработать методом электроискрового легирования (ЭИЛ) только по задней поверхности. У моих фрез именно так и сделано-обработка зубьев фрез твердым сплавом, ширина обработки ~1мм. Фото позже. Я не испытывал фрезы с таким покрытием на чугуне, но думаю на 12 седел 1 фрезы хватит. Но проше сделать развертки с напайными пластинами для седел... Можно сами фрезы сделать из стали 45 ГОСТ 1050-88+закалить ТВЧ или плазмой до 40-42HRC+ЭИЛ. Конструкция. Я проходил каналы как фрезами с 15-ю зубьями, так и 7-ми зубыми. Больше понравились 7-ми зубые, при правильном выборе скорости резания (оборотов)), получается отличная шероховатость, полно места для стружки и заметно меньшее сопротивление резанию (фрезу не клинит и не отбивает). Место для стружки-это важная характеристика, влияющая на стойкость режущей кромки. Думаю, что фреза зацело с хвостовиком лучше, чем со съемным на резьбе... Конструкция с привертным хвостовиком будет "бить", ведь оси вращения хвостовика и самого шара разные... Фрезу с хвостовиком проще и точней обрабатывать в центрах, сделав центровые отверстия на торцах. При желании и щепетильности)) ее можно пыльнуь еще и после ТО... |
|
|
|
| Гость_In_strument_* |
20.10.2012, 8:54
Сообщение
#3
|
|
Гости |
Материал.
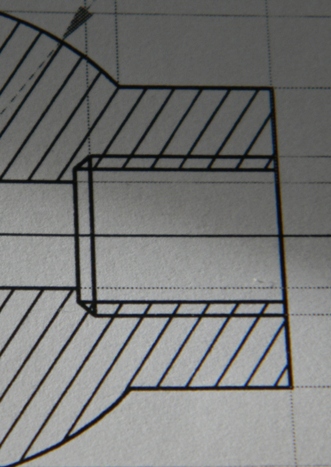
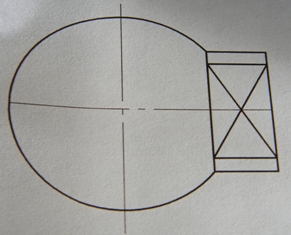
На счёт качественного проката - согласен, да и цена на него в 5 раз отличается, что делает фрезу дороже уже на стадии заготовки, но профессиональный инструмент тоже покупают. Достать его самому не проживая в городе, где склад находится - невозможно, никто 10 кг круга диаметром 40 мм из быстрореза Вам не пошлёт, а пруток будет весить 60 кг, в переводе на 159 р/кг = 12 000 рублей, тоесть быстрорез для частного изготовления интереса не имеет. Правильное ТО (теромообработку) сделать может только "правильный" очень опытный термист, но их больше чем профильных фирм по быстрорезам, поэтому калить у знакомых ст45 всегда будет легче. По конструкции добавлю - из моих соображений - делать небольшой хвостовик с резьбой под ключ (см. эскиз). точить с 40 диаметра до 12 процесс дурной, а вот шар всё равно обрабатывать надо близко к патрону, тоесть переставлять и выставлять заготовку по индикатору. Попозже выложу сюда фото простейшей шароточки, с месяц, её дошаманю. По отводу стружки - ну да, спиралевидная форма резьбы (для отвода стружки) в частной мастерской почти недоступна. Есть ещё идея не обрабатывать зуб по всей поверхности шара, но её "озвучу" после опробации на убитой ГБЦ
Прикрепленные изображения
|
|
|
|
| Гость_In_strument_* |
20.10.2012, 8:56
Сообщение
#4
|
|
Гости |
пардон - неправильно указал цену на быстрорез
60х159=9 540, хотя хрен редьки не слаще. |
|
|
|
|
22.10.2012, 23:29
Сообщение
#5
|
|
 Группа: Пользователи Сообщений: 189 Регистрация: 23.3.2010 Из: курган Пользователь №: 7 566 |
http://www.chipmaker.ru/index.php?app=core...p;fromMainBar=1 -про шароточки сюда
|
|
|
|
|
22.10.2012, 23:44
Сообщение
#6
|
|
|
Группа: Пользователи Сообщений: 189 Регистрация: 23.3.2010 Из: курган Пользователь №: 7 566 |
я тоже начал делать себе фрезы но как то остановился... много оснастки надо сделать.сталь взял 9хс и хвг.зуб надо винтовой(спиралевидный) нечетное количество (мягче будет брать).у меня гдето было на писано в се углы заточки угол атаки и тыла надо посмотреть. но с такими углами нельзя встречатся с чугуном темболее на высоких оборотах сразу сядет фреза.современые головки уже не оснащают чугуными седлами там идет сплав кобальта.....непомню.да и вообще при шарошки канала стандартные седла надо удолять как кариес!
|
|
|
|
|
23.10.2012, 18:54
Сообщение
#7
|
|
|
Группа: Пользователи Сообщений: 23 Регистрация: 16.10.2012 Из: Оренбург Пользователь №: 7 667 Машина:21051 |
Цитата(умный лодырь @ 22.10.2012, 23:44)  я тоже начал делать себе фрезы но как то остановился... много оснастки надо сделать.сталь взял 9хс и хвг.зуб надо винтовой(спиралевидный) нечетное количество (мягче будет брать).у меня гдето было на писано в се углы заточки угол атаки и тыла надо посмотреть. но с такими углами нельзя встречатся с чугуном темболее на высоких оборотах сразу сядет фреза.современые головки уже не оснащают чугуными седлами там идет сплав кобальта.....непомню.да и вообще при шарошки канала стандартные седла надо удолять как кариес! поделись чуток опытом, идеями, я думаю что некоторые из нас дойдут до своей цели. На чипмэкер нет нужды ссылаться, информацию важно сохранять здесь. Там её собственно не много. |
|
|
|
|
23.10.2012, 18:58
Сообщение
#8
|
|
|
Группа: Пользователи Сообщений: 23 Регистрация: 16.10.2012 Из: Оренбург Пользователь №: 7 667 Машина:21051 |
оснасткой я собственно наделён неплохо, делилка есть, небольшой фрезерный тоже, поэтому охотно экспериментирую
|
|
|
|
|
23.10.2012, 22:20
Сообщение
#9
|
|
|
Группа: Пользователи Сообщений: 189 Регистрация: 23.3.2010 Из: курган Пользователь №: 7 566 |
сами зубы ты сделаешь на УДГ-дисковой,Т-образной.угловой фрезой быстрее...меньше проходов. вот затыловка посложнее у меня есть горизонтальный поворотный стол ставиш на него УДГ..выкатываешся выставляешь по центру изделия и делаешь затыловку концевой фрезой.
|
|
|
|
|
28.10.2012, 2:08
Сообщение
#10
|
|
|
Группа: Пользователи Сообщений: 23 Регистрация: 16.10.2012 Из: Оренбург Пользователь №: 7 667 Машина:21051 |
Цитата(умный лодырь @ 23.10.2012, 22:20) сами зубы ты сделаешь на УДГ-дисковой,Т-образной.угловой фрезой быстрее...меньше проходов. вот затыловка посложнее у меня есть горизонтальный поворотный стол ставиш на него УДГ..выкатываешся выставляешь по центру изделия и делаешь затыловку концевой фрезой. Муторный однако процесс, первые образцы будут заводскими 
|
|
|
|
| НИКОЛАЙ ГРОТ |
31.10.2012, 15:51
Сообщение
#11
|
|
Гости |
тема очень интересная,уже лежит ГБЦ в гараже на доработку.Сам честно говоря эти фрезы делать не буду,не сама цель(вот читаю что пишите,может чертежик какой промелькнет)))

|
|
|
|
|
31.10.2012, 19:40
Сообщение
#12
|
|
|
Группа: Пользователи Сообщений: 23 Регистрация: 16.10.2012 Из: Оренбург Пользователь №: 7 667 Машина:21051 |
Цитата(НИКОЛАЙ ГРОТ @ 31.10.2012, 15:51) тема очень интересная,уже лежит ГБЦ в гараже на доработку.Сам честно говоря эти фрезы делать не буду,не сама цель(вот читаю что пишите,может чертежик какой промелькнет))) упрощённые эскизы отдал в путёвое место, делают долго но начало положено, как опробую - выложу эскизы, пока это рано Гостовские эскизы в основной теме |
|
|
|
| николай грот |
1.11.2012, 1:30
Сообщение
#13
|
|
Гости |
Цитата(In_strument @ 31.10.2012, 19:40) упрощённые эскизы отдал в путёвое место, делают долго но начало положено, как опробую - выложу эскизы, пока это рано Гостовские эскизы в основной теме ГОСТ 18944-73 это вот этот?чем он вам не подходит? |
|
|
|
|
4.11.2012, 17:59
Сообщение
#14
|
|
|
Группа: Пользователи Сообщений: 23 Регистрация: 16.10.2012 Из: Оренбург Пользователь №: 7 667 Машина:21051 |
Цитата(николай грот @ 1.11.2012, 1:30) ГОСТ 18944-73 это вот этот?чем он вам не подходит? То что там нарисовано не применимо в частом изготовлении вручную, нужен чпу станок для нарезки зубьев |
|
|
|
| николай грот |
4.11.2012, 20:34
Сообщение
#15
|
|
Гости |
Цитата(In_strument @ 4.11.2012, 17:59) То что там нарисовано не применимо в частом изготовлении вручную, нужен чпу станок для нарезки зубьев все ясно,спасибо |
|
|
|
| николай грот |
4.11.2012, 20:36
Сообщение
#16
|
|
Гости |
Цитата(николай грот @ 4.11.2012, 20:34) все ясно,спасибо и успехов в начатом 
|
|
|
|
| Гость |
4.1.2014, 8:02
Сообщение
#17
|
|
Гости |
Ау! Тема заглохла? Вопрос то решён?
|
|
|
|
 |

|
Текстовая версия | Сейчас: 28.4.2024, 17:18 |




